An Innovative Approach to Continuous Clinker Sampling at the Festus Plant
The clinker sampler at Buzzi Unicem USA’s Festus, MO, plant has always been an operational challenge. The chute and slide gate system was originally located at the discharge chute of the pan conveyor taking clinker from the cooler. This system would frequently get plugged and was susceptible to inefficiency with different loads on the kiln. More importantly, it was located in a very dusty and hot environment and frequent breakdowns led to nearly continuous maintenance. The sampler would often be down for weeks at a time, requiring a utility worker to be staged there for 8 hours each shift, physically collecting samples every 5 minutes directly from the clinker discharge with a shovel. Repairing the sampler in those conditions was difficult, as you were working right next to very hot clinker and could only have the pan conveyor shut down for short periods of time, forcing workers to rush their work. Taking manual samples in hot dusty environments and having individuals close to the flow hot material posed safety issues. To resolve this situation, a task force was established to re-design the system so it would work safely and efficiently.
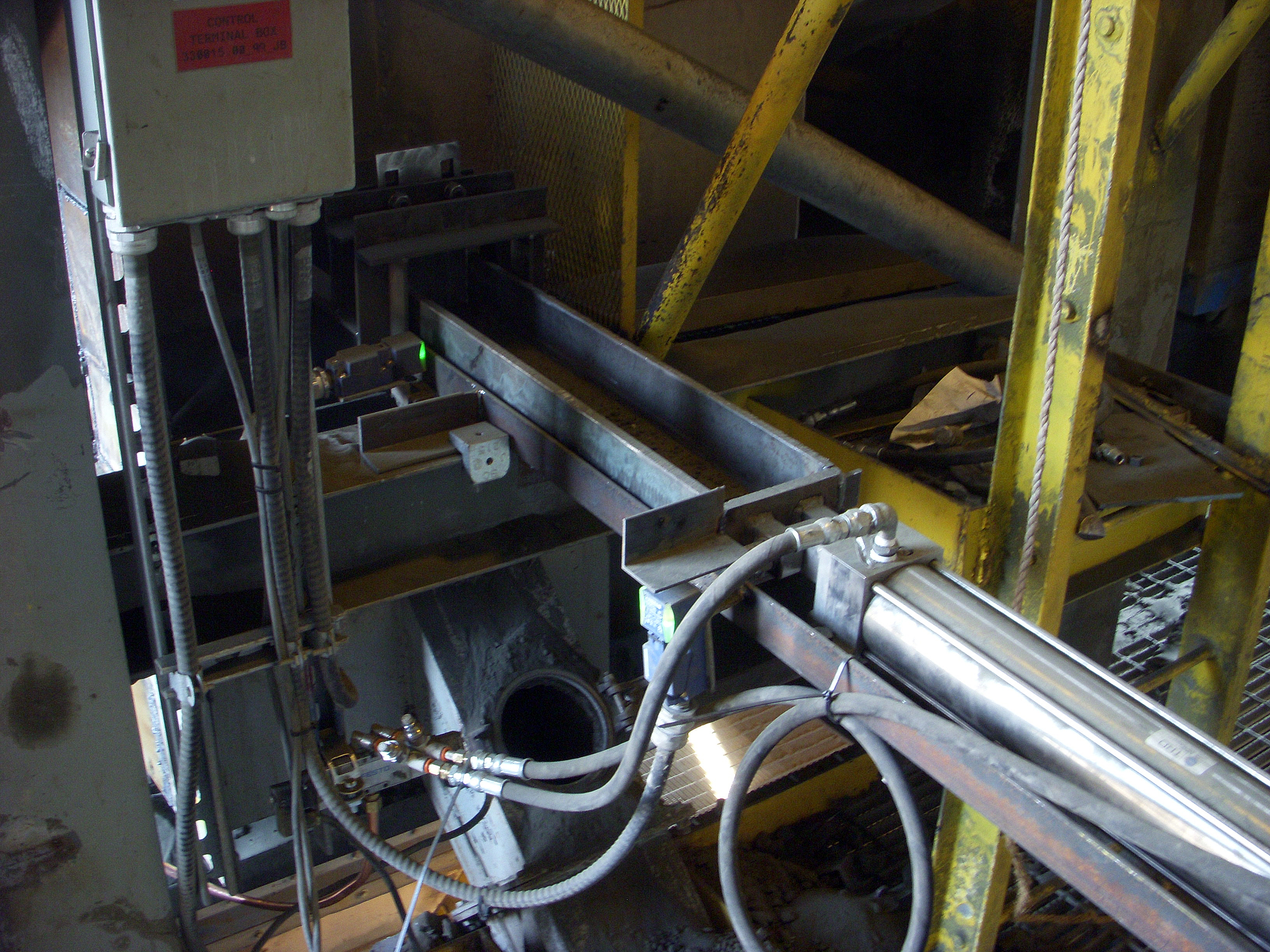
The design team started with a brainstorming session that identified multiple options. After full deliberation, the tray sampler was determined to be the most feasible solution. Needing to transfer falling clinker into a chute about two feet (0.6m) away from the discharge chute, the team at Buzzi Unicem USA designed a simple single-action tray sampler that would be hydraulically inserted under the falling clinker, collect a sample and, while being pulled back, deposit the clinker into a sample chute by means of a pusher plate. The biggest obstacle was getting the tray dimensions precise, as the system was being built during production. With this simple mechanical design no physical labor has to be used – it is fully automated and takes samples whenever the sample crusher calls for them, taking all manpower out of the equation to keep workers safe. Additionally, the tray sampler was also designed for easy removal making maintenance safer by allowing maintenance to be completed outside of the dusty environment and without any tight time constraints.
The design phase for this project took two weeks, and installing and automating the system took only a few days. Operation with the tray sampler has cut down on the need for physical labor for sampling, keeps workers out of a difficult environment, mitigates risk by cutting out the need for human involvement and allows workers to be more productive in other areas of the plant.
This project was awarded the 2019 PCA Safety Innovation Award, which was accepted by Project Manager Howard Edwards, along with Plant Manager, Brad Williams, in Washington D.C. We appreciate all of the assistance and hard work that made this project a reality.